
全国热线
15343734456

全国热线
15343734456

手 机:15343734456
抖 音:cinleader
邮 箱:1834929032@qq.com
网 址:www.xfclgs.com
地 址:河南省新乡市延津县榆林工业区
冶金高温钢坯转运:50吨蓄电池轨道平车的工程化解决方案
冶金车间内,从连铸机产出的钢坯温度通常在700℃–1000℃区间。高温、重载、多金属粉尘——这三项工况叠加,对物料转运设备提出了极为苛刻的要求。传统行车配合半挂车或叉车的转运模式,不仅面临高温烘烤导致的设备寿命缩短问题,还存在钢坯降温变形、废品率上升等工艺隐患。新乡市新利德机械制造有限公司为某冶金行业的客户非标定制设计生产的3台50吨蓄电池轨道平车(基本尺寸:6000×2200×1200mm),正是针对上述场景的系统性技术方案。
一、设备核心技术参数
| 参数项目 | 技术规格 | 说明 |
|---|---|---|
| 额定载重 | 50吨 | 适配中型钢坯、铸锭、钢包配件 |
| 台面尺寸(长×宽) | 6000×2200mm | 可容纳多根钢坯并行放置 |
| 整车高度 | 1200mm | 台面工装支架设计,便于物料摆放 |
| 动力类型 | 大容量耐高温蓄电池组 | 无需铺设有线供电轨道 |
| 适配环境温度 | 40℃–60℃ | 车间常规/封闭式转运区域 |
| 单次续航时间 | 约4小时 | 满电状态连续作业 |
| 操作方式 | 无线遥控 + 随车手柄 | 双重操作方式,遥控距离约50m |
| 车架材质 | 加厚锰钢焊接 | 匹配重载高频使用强度 |
| 车轮材质 | 耐磨耐高温合金 | 适配冶金工况轮轨高频磨损 |
| 安全配置 | 急停按钮、限位开关、防碰撞预警装置 | 多重机械+电子防护 |
| 防护等级 | 防水防尘设计 | 抵御金属粉尘与飞溅铁屑 |
二、适配1000℃钢坯转运:从供电到隔热
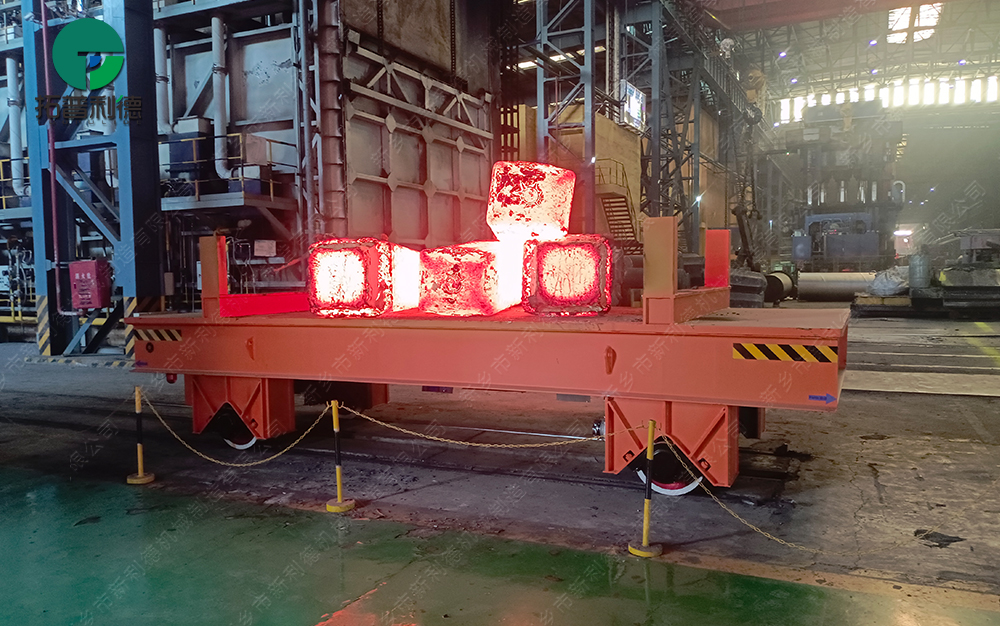
该批平车承接的转运任务为约1000℃的红热钢坯,从精整车间经轨道线路运送至下一工序。车辆所需应对的核心技术挑战集中在三个方面:
(一)蓄电池供电的连续运转能力
大容量耐高温蓄电池组可在车间40℃–60℃环境中稳定工作。单次满电续航约4小时,覆盖单次转运往返周期的能耗需求。设备配备充电保护装置,具备过充与过放切断功能,有助于延长蓄电池在冶金环境下的循环寿命。
在行车将约1000℃钢坯吊装至台面时,台面工装支架(根据钢坯尺寸定制)承担直接承载,隔热层有效阻隔了辐射热向电池舱的传递,保障了动力系统在高温短时冲击下的安全运行。
(二)结构强度与多重安全防护
车轮选用耐磨耐高温合金材质,在载重50吨且每日高频往返的工况下,其耐磨损性能匹配冶金轨道运输的预期使用寿命。整车主架采用加厚锰钢焊接工艺,焊接质量符合JB/T6127-2010《中华人民共和国机械行业标准电动平车技术条件》的焊缝检验要求,车体有效抵挡冲击与防止台面变形能力经过出厂负载测试验证。
安全方面,集成急停按钮、限位开关、防碰撞预警装置三重防护。在标准冶金车间轨道布局中,当车辆运行至轨道终点或接近障碍物时,限位开关与预警装置触发减速或制动,与厂内运输车辆运行的安全要求形成技术上的协同覆盖。
(三)台面定制与工装匹配
钢坯转运的核心难点之一在于钢坯形状、长度与放置方式千差万别。客户每台车均为按需定制的非标结构,台面按6000×2200mm规格铺设工装支架,可根据钢坯截面尺寸调整。在钢坯吊装后,支架限制横向位移,配合平车在±3mm–±5mm级别的重复定位精度(编码器反馈控制),使得钢坯与工位承接平台之间的对接无需人工二次微调,在降低高温环境下作业风险的同时,也减少了工序衔接的等待时间。
客户一次性订购3台同等规格的50吨蓄电池轨道平车,用于在冶金厂炼钢、浇铸及轧制工序间建立闭环式循环转运。平车采用约50m距离的无线遥控操作,操作人员无需接近台面上的红热钢坯,显著降低了在700℃–1000℃辐射热影响范围内的人工作业频次。
采用蓄电池供电避免了滑触线受热氧化或电缆卷筒在金属粉尘环境中卡滞的问题,也不需要预埋供电轨道,因此能更灵活地适配车间改造后频繁调整的工艺布局。适用于车间外有少量短距离过渡的路段场景。
50吨蓄电池轨道平车通过在供电稳定性、结构耐久性、安全防护体系三个维度的工程化设计,给出了适配热态钢坯转运的系统性技术路径。从台面工装匹配到多重安全防护,从电池耐温封装到锰钢车架载荷验证,每个环节的参数化设计以冶金车间实际工况为依据,为高温重载物料的连续转运提供了可量化的设备选型参考。






 豫公网安备 41072602000376号
豫公网安备 41072602000376号